








Un enfoque cauteloso, un pensamiento moderno, el preajuste fuera de línea, así como la atención al refrigerante y a las virutas desbloquean el potencial de las últimas brocas de punta reemplazable para aplicaciones de barrenado profundo con CNC.
“Por mucho que nuestros clientes quieran que sea un pulidor, una broca sigue siendo una herramienta de desbaste”, dice Salvatore DeLuca, gerente de producción de Allied Machine and Engineering. “Siempre va a cortar un poco más de lo normal”.
Sin embargo, él dice que es fácil entender las altas expectativas de las brocas de punta reemplazable como las fabricadas por Allied Machine & Engineering, un especialista en herramientas de barrenado. En la aplicación correcta, las últimas ofertas pueden dejar los barrenos lo suficientemente rectos y lisos como para hacer innecesarias las herramientas de acabado dedicadas.

Sin embargo, hay más para un barreno preciso y eficiente que las herramientas en sí mismas, particularmente en los barrenos con relaciones de profundidad a diámetro de 9:1 o más. En una conversación reciente, el Sr. DeLuca destacó cinco recomendaciones para barrenar a profundidad con el sistema T-A de la compañía, una amplia línea de brocas de punta reemplazable de uso general diseñadas para barrenar en la mayoría de los aceros, fundiciones de hierro, aleaciones de alta temperatura y aleaciones de aluminio.
1. El Pre-ajuste es un Pre-requisito
Cuanto más profundo es el barreno, más larga es la broca. Cuanto más larga sea la broca (mayor distancia entre la punta de la herramienta y la nariz del husillo), mayor será la medida en que la desviación puede afectar a los resultados. En algunas aplicaciones de barrenos profundos, la más mínima vibración puede desgastar las herramientas prematuramente y comprometer tanto la rectitud como el acabado de la superficie.
Sin embargo, la necesidad de un ajuste cuidadoso no es excusa para pasar cantidades desmesuradas de tiempo identificando y corrigiendo el agotamiento con cada herramienta o cambio de inserto. Más específicamente, no hay espacio en un entorno de producción moderno para subir a las zonas de trabajo para montar los indicadores, ni para mantener los pedazos de papel en su lugar para los retoques de las herramientas. Lo más probable es que el montaje de las herramientas fuera de línea con un presetter ahorrará cantidades significativas de tiempo en cualquier operación de barrenado profundo.
En las instalaciones de un cliente, al comienzo de cada turno se instalan en la sala de herramientas tres de las brocas “Stealth” autoguiadas y de punta reemplazable de Allied Machine (llamadas así por su funcionamiento silencioso). Este proceso toma menos de 10 minutos. En cambio, la instalación de tres herramientas en la línea de maquinado puede llevar hasta 30 minutos, lo que equivale a 90 minutos de tiempo perdido en el curso de tres turnos. En un entorno de producción de 24 horas al día, eso suma casi 2,200 horas al año (una cifra que no tiene en cuenta el tiempo de inactividad de la máquina durante los cambios de herramientas). “Un presetter es probablemente el 5 % del costo de esas horas perdidas”, señala el Sr. DeLuca.
En este caso la broca Stealth en sí misma se suma al ahorro de tiempo que proporciona el ajuste fuera de línea. Esta broca tiene un perno ajustable que mueve el inserto radialmente para mitigar la tolerancia de apilamiento común en todas las brocas de punta reemplazable. Como resultado, para eliminar el desgaste ya no es necesario desmontar y limpiar el conjunto de la herramienta, ajustar las compensaciones, añadir calzas a las torretas de la herramienta o confiar en maquinistas experimentados para intentar una solución poco ortodoxa.
2. El refrigerante hace a la Viruta
Salvo alguna forma de visión de rayos X, la formación de virutas es la única forma de juzgar el rendimiento de una broca durante el corte, mientras aún hay tiempo para actuar. Las formas de rizo (es decir, “seises” y “nueves”) son ideales, mientras que las virutas más largas y fibrosas transportan el calor de la zona de corte de manera menos eficiente. El color también importa. A medida que la zona de corte se calienta, las virutas se vuelven progresivamente grises, negras y azules. Las virutas descoloridas pueden indicar la necesidad de reducir el calor disminuyendo las RPM del husillo, mientras que las virutas más fibrosas pueden indicar la necesidad de aumentar la velocidad de avance hasta un punto en el que el material maquinado se rompa en lugar de pelarse.
Otros problemas pueden ser más fáciles de pasar por alto. “Uno de los insumos más subestimados en cualquier proceso de maquinado, incluso más allá del barrenado, es el refrigerante”, dice el Sr. DeLuca. Dado el importante impacto del refrigerante en la formación de viruta, el ajuste de la concentración y el flujo de refrigerante también puede ayudar a resolver los problemas de los “nidos de pájaros” descoloridos.
Los refrigerantes solubles en agua son los más comunes para aplicaciones de uso general porque eliminan bien el calor. Dicho esto, las formulaciones semi-sintéticas o totalmente basadas en aceite pueden ser una mejor opción para mejorar la lubricidad y asegurar virutas cortas y segmentadas en ciertos casos. Aunque las herramientas se pueden desgastar más rápidamente y los parámetros pueden tener que ser menos agresivos que con un refrigerante a base de agua, un recubrimiento de inserto que mejore la resistencia al calor podría ayudar a compensar. Todo depende de la aplicación.
Un factor no negociable es el uso de brocas con refrigeración interna. Las máquinas herramienta también deben suministrar suficiente presión de refrigerante. Las brocas pequeñas requieren una presión significativamente mayor para la evacuación de las virutas para mantenerse al día con la eliminación de material porque deben funcionar a mayores RPM para alcanzar la misma velocidad de superficie que las herramientas más grandes. “Cuanto mayor es la presión, más rápido salen las virutas del barreno y más rápido puede girar la broca”, dice el Sr. DeLuca.
3. El picoteo significa problemas
Las brocas T-A de Allied Machine & Engineering están disponibles con 187 combinaciones diferentes de geometrías y recubrimientos de insertos estándar, y ésta es sólo una línea de herramientas de un solo fabricante. Con tantas opciones de aplicaciones específicas disponibles, las estrategias para las brocas indexables que una vez fueron un procedimiento estándar podrían ya no aplicarse.
Un ejemplo es el picoteo (Pecking). No debería ser necesario invertir periódicamente el avance de la herramienta durante el corte para asegurar que las virutas se evacuen del barreno. “Cuando se ve picoteo en estos días, normalmente es alguien que aplica mal una herramienta o usa la herramienta equivocada por completo”, dice el Sr. DeLuca.
El picoteo podría ser la única opción si no hay tiempo para nuevas herramientas u otros ajustes del proceso. Sin embargo, el resultado es siempre un barrenado más lento. Además, al retraer la herramienta a mitad del corte pueden quedar virutas parcialmente formadas y no desprendidas dentro del barreno. El carburo es resistente al desgaste, pero relativamente quebradizo, una característica que puede hacer que los insertos sean propensos a fallas prematuras o incluso catastróficas al contacto repetido con una superficie tan irregular e inconsistente. Incluso si los insertos no están comprometidos, la pieza de trabajo podría estarlo. Como se mencionó anteriormente, la mayoría de las brocas cortan ligeramente sobredimensionado. “Tal vez sea por unas pocas milésimas (1 ‘mil’ = 0.001”), pero en algunos trabajos, todavía podría haber un riesgo de dañar el interior del barreno o de cortar un barreno de gran tamaño”, explica.
4. Los Insertos son Auto-Centrados
Otra práctica anticuada es el uso de una broca de 90° con un diámetro menor para el barreno piloto. Esto tiene sentido intuitivamente, y como en el caso del picoteo, todavía puede ser una regla útil para las aplicaciones de herramientas. Después de todo, un barreno de menor diámetro barrenado ligeramente descentrado es más fácil de corregir que uno más grande, mientras que un ángulo de punta afilada ayuda a que el barreno penetre rápida y fácilmente en la pieza y se asiente en su posición. Sin embargo, la mayoría de las máquinas herramientas CNC se posicionan con suficiente precisión para que la broca piloto pueda tener el mismo diámetro que la broca principal. También son lo suficientemente potentes como para impulsar las puntas más débiles en el material de la pieza de trabajo.
De hecho, la mayoría de los insertos para barrenado de punta reemplazable tienen puntas auto-centrables con ángulos de punta menores a 90°. Como resultado, el inserto puede impactar en el diámetro mayor del barreno antes de la punta auto-centrable. “Si usted siguiera una broca de punta estándar con una de nuestras herramientas, nuestra broca querrá caminar ligeramente, causando un desgaste prematuro y provocando potencialmente que la herramienta se salga”, explica el Sr. DeLuca. “Usar el mismo diámetro de inserto y ángulo de punta asegura que la broca más larga se mantenga perfectamente en el lugar donde la broca se dejo.”
5. La precaución es una virtud
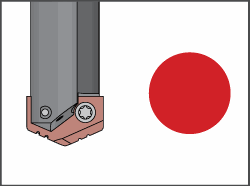
En el barrenado profundo, el aumento inmediato de la velocidad y de la alimentación puede crear problemas de seguridad y comprometer el trabajo. Por ello, muchas de las recomendaciones estándar de Allied Machine & Engineering para las brocas indexables T-A de propósito general pueden resumirse en una frase: Acercarse con precaución al barreno piloto. Para más detalles, Vea aquí abajo los ejemplos para cada tipo de broca de Allied Machine & Engineering.
“Acercarse a un barreno preexistente con cautela ayuda a evitar marcas o daños”, dice el señor DeLuca sobre estas recomendaciones. “Permite que los márgenes de la broca se engranen con el material antes de que lo ponga al máximo. El barreno comienza a actuar como un buje que mantiene la broca centrada y mantiene a las piezas y a las personas seguras”.
Este articulo fue publicado originalmente por la revista Modern Machine Shop y escrito por Matt Danford.
Para ver la publicación original da clic en el siguiente enlace: Modern Machine Shop
recomendaciones para el barrenado profundo
T-A Y GEN2 T-A
Paso 1: Barreno piloto
- 100% RPM
- 100% IPR (mm/rev)
Detalles
Establecer el orificio piloto utilizando la broca corta del mismo diámetro para una profundidad de un mínimo de 2xD.
Utilizar una broca piloto con el mismo ángulo de punto incluido o uno más grande.
Refrigerante: Encendido
10 0

Paso 2: Avance
- 50 RPM máx.
- 12 IPM (300 mm/min)
Detalles
Refrigerante: Apagado


Paso 3: Barrenado de transición de barreno profundo
- 50% RPM
- 75% IPR (mm/rev)
Detalles
Barrenar 1xD adicional pasada la parte inferior del barreno piloto a una reducción del 50 % de la velocidad recomendada y 25 % de reducción del barrenado recomendado.
Se requiere una permanencia mínima de 1 segundo para cumplir con la velocidad completa antes del barrenado.
Refrigerante: Encendido

Paso 4: Barrenado de barreno profundo - ciego
- 100% RPM
- 100% IPR (mm/rev)
Detalles
Barrenar a profundidad completa a la velocidad recomendada y barrenar con la broca más larga de acuerdo con los cuadros de velocidad y barrenado de Allied Machine and Engineering.
No se recomienda un ciclo de punteado.
Refrigerante: Encendido

Paso 5: Barrenado de barreno profundo en arranque
- 50% RPM
- 75% IPR (mm/rev)
Detalles
Para barrenos pasados solamente:
Reducir la velocidad en un 50 % y en el barrenado en un 25 % antes del arranque.
No arrancar más de de 1/8" (3 mm) pasado el diámetro completo de la broca.
Refrigerante: Encendido

Paso 6: Retracción del barrenado- 50 RPM máx.
- 50 RPM máx.
Detalles
Refrigerante: Apagado

gen3sys xt pro
Paso 1: Barreno piloto- 100% RPM
- 100% IPR (mm/rev)
- 100% RPM
- 100% IPR (mm/rev)
Detalles
Establecer el barreno piloto utilizando la broca corta del mismo diámetro para una profundidad de un mínimo de 2xD.
Utilizar una broca piloto con el mismo ángulo de punto incluido o uno más grande.
Refrigerante: Encendido
.png?access_token=1e9d970d-bb72-4b7a-b379-d62e9cc7117c)

Paso 2: Avance- 50 RPM máx.
- 12 IPM (300 mm/min)
- 50 RPM máx.
- 12 IPM (300 mm/min)
Detalles
Introducir la broca más larga a 1/16" (1.5 mm) menos de la parte inferior del barreno piloto establecido en un máximo de 50 RPM y 12 IPM (300 mm/min) de tasa de penetración.
Refrigerante: Apagado

Paso 3: Barrenado de transición de barreno profundo- 50% RPM
- 75% IPR (mm/rev)
- 50% RPM
- 75% IPR (mm/rev)
Detalles
Barrenar 1xD adicional pasada la parte inferior del barreno piloto a una reducción del 50 % de la velocidad recomendada y 25 % de reducción del barreno recomendado.
Se requiere una permanencia mínima de 1 segundo para cumplir con la velocidad completa antes del barrenado.
Refrigerante: Encendido

Paso 4: Barrenado de barreno profundo - ciego- 100% RPM
- 100% IPR (mm/rev)
- 100% RPM
- 100% IPR (mm/rev)
Detalles
Barrenar a profundidad completa a la velocidad recomendada y barrenar la broca más larga de acuerdo con los cuadros de velocidad y penetración de Allied Machine and Engineering.
No se recomienda un ciclo de punteado.
Refrigerante: Encendido

Paso 5: Barrenado de barreno profundo en arranque- 50% RPM
- 75% IPR (mm/rev)
- 50% RPM
- 75% IPR (mm/rev)
Detalles
Para barrenos -pasados solamente:
Reducir la velocidad en un 50 % y en el barrenado en un 25 % antes del arranque.
No arrancar más de de 1/8" (3 mm) pasado el diámetro completo de la broca.
Refrigerante: Encendido

Paso 6: Retracción del barrenado- 50 RPM máx.
- 50 RPM máx.
Detalles
Reducir la velocidad a un máximo de 50 RPM antes de retraerse del orificio.
Refrigerante: Apagado

t-a para acero estructural
Paso 1: Barreno piloto- 100% RPM
- 100% IPR (mm/rev)
- 100% RPM
- 100% IPR (mm/rev)
Detalles
Utilizar una broca piloto con el mismo ángulo de punto incluido o uno más grande.
Refrigerante: Encendido
.png?access_token=aeaa48a4-9071-41ac-b1d4-ad101c17a72e)

Paso 2: Avance- 50 RPM máx.
- 12 IPM (300 mm/min)
- 50 RPM máx.
- 12 IPM (300 mm/min)
Detalles
Refrigerante: Apagado

Paso 3: Barrenado de transición de barreno profundo- 50% RPM
- 75% IPR (mm/rev)
- 50% RPM
- 75% IPR (mm/rev)
Detalles
Se requiere una permanencia mínima de 1 segundo para cumplir con la velocidad completa antes del barrenado.
Refrigerante: Encendido

Paso 4: Barrenado de barreno profundo - ciego- 100% RPM
- 100% IPR (mm/rev)
- 100% RPM
- 100% IPR (mm/rev)
Detalles
Refrigerante: Encendido

Paso 5: Barrenado de barreno profundo en arranque- 50% RPM
- 75% IPR (mm/rev)
- 50% RPM
- 75% IPR (mm/rev)
Detalles
Para barrenos pasantes solamente:
Reducir la velocidad en un 50 % y la penetración en un 25 % antes del arranque.
No arrancar más de de 1/8" (3 mm) pasado el diámetro completo de la broca.
Refrigerante: Encendido

Paso 6: Retracción del barrenado- 50% RPM máx
- 50% RPM máx
Detalles
Refrigerante: Apagado

APX DRILL
Paso 1: Enfoque- 50 RPM máx.
- 12 IPM (300 mm/min)
- 50 RPM máx.
- 12 IPM (300 mm/min)
Detalles
Refrigerante: Apagado
.png?access_token=4f30e255-ac32-4bbc-b4e9-2ad918b4b648)

Paso 2: Avance
- Velocidad al 75 % del inicio recomendado
- Avance al 50 % del inicio recomendado
- Velocidad al 75 % del inicio recomendado
- Avance al 50 % del inicio recomendado
Detalles
Refrigerante: Encendido
.png?access_token=28ceee97-2a4b-435c-ad68-092dfc71c05d)

Paso 3: Barrenado de barreno profundo - ciego
- 100% RPM
- 100% IPR (mm/rev)
- 100% RPM
- 100% IPR (mm/rev)
Detalles
Perforar a profundidad completa a la velocidad recomendada y barrenar con la broca más larga de acuerdo con los cuadros de velocidad y penetración de Allied Machine and Engineering.
No se recomienda un ciclo de punteado.
Refrigerante: Encendido

Paso 4: Barrenado de barreno profundo en arranque
- 50% RPM
- 100 % IPM (mm/rev)
- 50% RPM
- 100 % IPM (mm/rev)
Detalles
Refrigerante: Encendido

Paso 5: Retracción del barreno
- 50% RPM máx
- 50% RPM máx
Detalles
Refrigerante: Apagado
