







LOS PROBLEMAS MÁS COMUNES EN INSERTOS DE CARBURO
y como prevenirlos
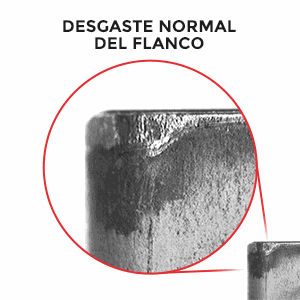
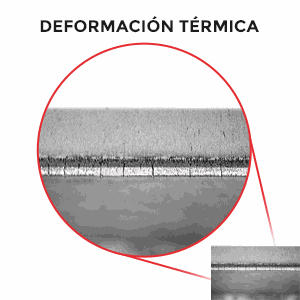
Aspectos para tener en cuenta:
Abrasión relativamente uniforme que se extiende en todo el filo de corte
Ocasionalmente, el metal de la pieza de trabajo que se adhiere sobre el filo de corte puede exagerar el tamaño aparente de la marca de desgaste
¿Cuándo puede ocurrir?
En todos los materiales, un inserto fallará debido al desgaste normal si no falla primero por otra cosa
Acciones correctivas:
Reducir las velocidades de corte (RPM o SFPM).
Usar un grado de carburo más resistente al desgaste, más duro o recubierto.
Aplicar correctamente el refrigerante.
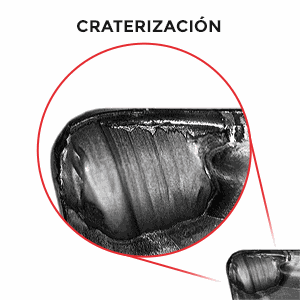
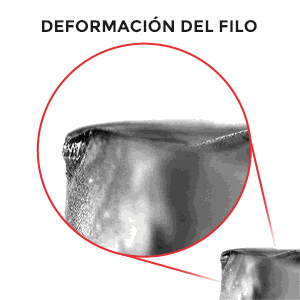
¿Cuándo puede ocurrir?
A bajas velocidades
Operaciones de barrenado o roscado
Durante el maquinado de materiales pegajosos
Durante el maquinado de aleaciones de alta temperatura y acero inoxidable
Durante el maquinado de materiales no ferrosos
Acciones correctivas.
Usar un recubrimiento de inserto, especialmente de nitruro.
Incrementar las velocidades y los avances.
Seleccionar insertos de geometría más agudas del filo de corte y/o superficies más lisas.
Incrementar la concentración del refrigerante.
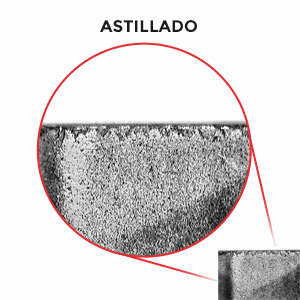
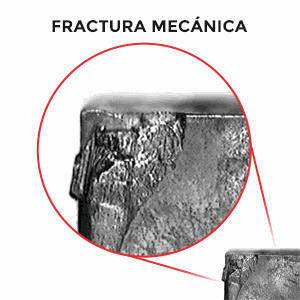
Aspectos para tener en cuenta:
Fractura del inserto
Grandes segmentos del inserto se rompen
¿Cuándo puede ocurrir?
Cualquier operación, pero especialmente aquellas que impliquen un impacto muy fuerte, como un corte interrumpido
Acciones correctivas:
Corregir todos los mecanismos de falla, además del desgaste lateral normal.
Reducir los avances y/o las profundidades de corte.
Verificar la rigidez del alistamiento.
Usar insertos más gruesos.
Seleccionar insertos con grados más tenaces, filos de corte mejor asegurados o geometrías de rompevirutas para altas tasas de avance.



